
Oprogramowanie Autodesk Product Design & Manufacturing Collection
Automatyzuj rutynowe czynności
Kolekcja mechaniczna zawiera zaawansowany zestaw aplikacji, które maksymalizują możliwości flagowych programów Inventor i AutoCAD używanych przez inżynierów projektujących najbardziej wymagające projekty.

Pracuj szybciej i dokładniej dzięki specjalistycznym zestawom narzędzi
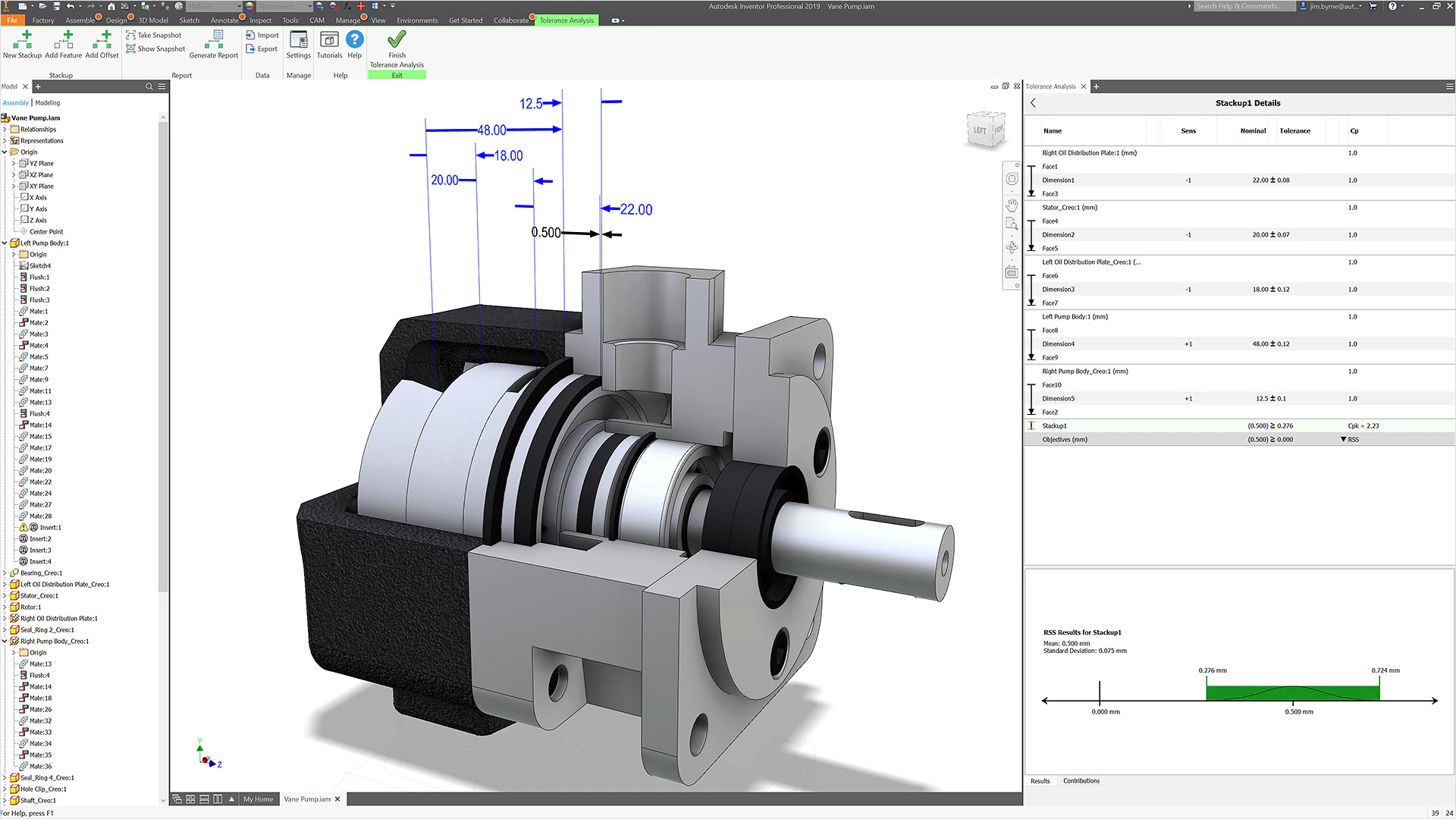
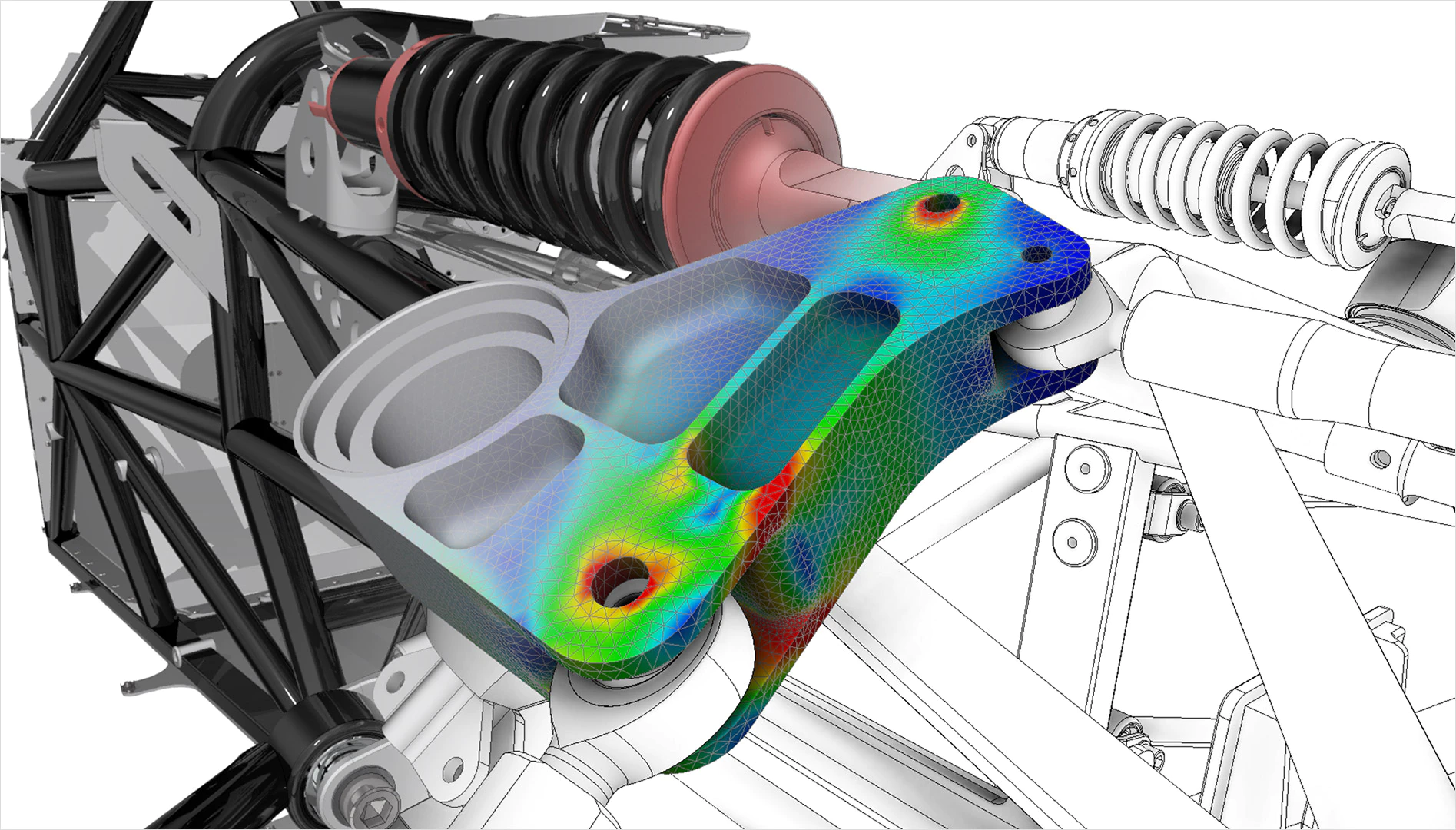
• Dodatkowe funkcje Inventora mogą zmaksymalizować możliwości produkcyjne wykorzystując analizę tolerancji, symulacji wytrzumałości czy też układu produkcji.
• Specjalne nakładki do kreślenia 2D pozwalają wykorzystać program do wielu branż czy to architektury czy mechaniki.
• Wykorzystując Fusion 360, można uzyskać dostęp do możliwości i funkcjonalności współpracy nowej generacji Autodesk.
Funkcje w kolekcji Autodesk
Projektuj i wytwarzaj produkty z pomocą naszego najlepszego programu Inventor, wykorzystując pełną integrację funkcji symulacji i 5-osiowej produkcji wspomaganej komputerowo (CAM) z oprogramowaniem Autodesk Nastran i HSM. Korzystaj z najnowszych wersji programu AutoCAD i innych produktów wchodzących w skład kolekcji. Poznawaj nowe możliwości tworzenia produktów w oprogramowaniu Fusion 360 przy użyciu usług w chmurze.
Zintegrowane oprogramowanie
Przenieś swoje projekty od pomysłu do produkcji z integrowanym oprogramowaniem CAD, CAM oraz CAE.
Popraw wydajność przedsiębiorstwa
Zauważ każdą możliwość w celu tworzenia innowacyjnych produktów oraz poprawy wydajności firmy.
Łączność
Współpracuj z wszystkimi pracownikami firmy integrując pracowników firmy, poprzez programy zarządzającymi danymi po odtwarzanie danych na dowolnym mobilnym urządzaniu.


